"Prepreg" is the common term for a reinforcing fabric which has been pre-impregnated with a resin system. This resin system (typically epoxy) already includes the proper curing agent. As a result, the prepreg is ready to lay into the mold without the addition of any more resin. In order for the laminate to cure, it is necessary to use a combination of pressure and heat.
Advantages of Prepregs
There are several advantages to using a prepreg rather than using traditional hand layup:
- Maximum strength properties. In a hand layup, it is difficult to achieve 50% resin content. This means that the finished laminate weight is 50% fabric and 50% resin. Typical hand laminates, even when vacuum bagged, end up with a significant amount of excess resin. Excess resin increases brittleness and reduces overall properties. On the other hand, most prepregs contain around 35% resin. This is ideal for maximum cured properties and generally impossible to achieve in normal hand lamination.
- Part uniformity and repeatability. Without the pitfalls of human lamination techniques, there will be neither resin-rich areas nor dry spots. Thickness will be uniform and every part that comes out of the mold has a theoretical likelihood of being identical. There is still a margin for error in vacuum bagging techniques, handling, etc., but prepregs reduce these problems significantly.
- Less mess and less waste. Prepregs will bleed excess resin during the curing process but all of the excesses of hand layup – cups of resin, messy rollers, drips – are no longer a problem. Plus, Fibre Glast prepregs are handled at room temperature so you are not fighting a clock trying to avoid your resin setting up before you are ready.
- Less curing time. After the heat curing cycle is completed, the part is ready for service. You do not have to wait the standard 48 hours to allow a full cure as in a typical hand lamination.
- Better cosmetics. Mold preparation and mold release is still required and will directly affect the cosmetics of the part just like a hand laminate. However, Fibre Glast prepregs virtually eliminate air bubbles and a smooth, glossy surface is more easily attainable.
Disadvantages of Prepregs
- Cost. Prepregs are pricey. Even when you add up the cost of the resin, cure and fabric, prepregs still cost more.
- Shelf life. This is less of a problem since Fibre Glast prepregs can be stored up to six months at room temperature (75°F). Nonetheless, heat cures prepreg and storage at warmer temperatures will reduce the shelf life. Keeping the material cooler will help and freezing will extend the life significantly.
- Necessary heat cure. There will have to be a heat source and vacuum bagging at a minimum. You must be able to achieve a minimum of 270°F and sustain that temperature for a minimum of four hours. Many advanced fabricators use autoclaves, but any source of heat will do.
How do Prepregs work?
 Photo credit IStock Photo.
Photo credit IStock Photo.
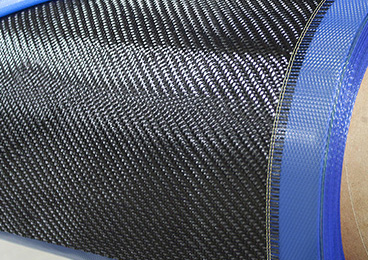
Fibre Glast prepreg fabric will be shipped to you sandwiched between two layers of backing cloth. This cloth keeps the prepreg from sticking together. Peeling off the protective backing is easy, and the material is immediately ready for layup.
To completely cure the prepreg, heat and pressure are required. Although the pressure could be achieved using a press, the more typical method is vacuum bagging. After the part is laid up, it must be vacuum bagged with all of the usual elements – a bag to hold the vacuum, peel ply so the bag does not stick to the part, and bleeder/breather cloth to absorb the excess resin. Additional information about vacuum bagging can be found in our white paper Vacuum Bagging Equipment & Techniques.
The ideal curing environment would be an autoclave which has both temperature and pressure controls, although prepregs are commonly cured otherwise.
The heat requirements generally require an oven in order to control temperature ramp up, ramp down, and to sustain a controlled, uniform temperature for the recommended duration. Ovens used for curing composites should never be used for cooking food as there will be contaminants released.
Heat lamps can be used to create enough heat, but the trial and error associated with controlling the temperature will cause problems.
Are Prepregs right for you?
 Photo credit IStock Photo.
Photo credit IStock Photo.
Prepregs are typically used by experienced fabricators who are interested in minimizing the weight of their part. Typical applications include aerospace, racing, sporting goods, pressure vessels, and commercial products.
Generally, prepregs are used by fabricators who have experience with hand layup and vacuum bagging. Although it is possible for a beginner to tackle prepreg to avoid the pitfalls of hand layup, it is typically not done.
Prepreg Products
| Item |
Description |
|
| Twill Weave Carbon Fiber |
Our most popular twill weave carbon, this prepreg fabric has been infused with epoxy resin system that has been formulated to provide an excellent glossy surface while providing the strength of a carbon fiber fabric. |
 |
| 7781 E-Glass |
With near-perfect resin content, this fabric provides structural properties and highlights the versatility of fiberglass fabric. Infused with an epoxy resin system, this fabric is often chosen for aerospace and structural applications. |
|
How to use Prepregs
First, prepare your mold as you usually would. To obtain a glossy finished part, it is necessary to have a flawless mold which has been waxed and coated with PVA. The prepreg is supplied between two backing sheets which need to be peeled away before laying the fabric into the mold. Because the prepreg surface is very tacky, it is necessary to place the material carefully into the mold. Unlike a dry fabric in a hand lamination, you cannot reposition the prepreg without fixing your mold release. Repositioning will pull up the PVA. You can continue to place layers on top of each other up to a total thickness of one-quarter inch at a single time.
(Note: You can use water-based mold releases which tend not to pull up when repositioning but as always, these mold releases tend to result in a duller and potentially swirled surface.)
The prepreg is partially cured which means that it is in B-Stage. It can be trimmed, pleated, and formed using a knife or a pair of scissors. The prepreg handles very easily and because of its tackiness, it will lay tightly into your mold. You might still have relief cuts or pleats to contend with just like you would with a dry fabric.
 Photo credit IStock Photo.
Photo credit IStock Photo.
After placing the layers in the mold, the prepreg must be compressed to allow bonding, to remove any trapped air between the layers and to squeeze out any excess resin. Although there will be very little excess, the resin will naturally become thinner as the temperature is raised and there will be resin flow prior to a full cure of the resin.
The needed compression can be accomplished using a press but unless the part is perfectly flat, a press is not an option. Consequently, the part is generally vacuum bagged.
With prepreg fabric, there is a benefit in having plenty of time to build your bag and get the part ready for the oven. You are not fighting the natural pot life of the resin. However, the more layers you have laid, the more likely that there will be air trapped between the layers. You should really have perfected your vacuum bagging technique before laying multiple layers of prepreg for a single curing.
A big advantage of prepregs is that after curing and cooling, additional layers can be laid onto the part without scuffing or additional surface preparation. Again, up to one-quarter inch can be laid at a single time with the same consideration of not trapping air between layers.
After the layup is complete, the vacuum bag is built and sealed, and you are ready to pull vacuum and begin the heat cycle. There are three recommended cure cycles for Fibre Glast prepregs and all will produce similar properties.
All curing cycles begin with a temperature ramp up and end with a ramp down. The difference is the target temperature and the amount of time required for a complete cure. Always ramp up at a rate of no more than 5°F per minute until the target temperature is attained. Maintain the target temperature throughout the cure cycle and then ramp down at a rate of less than 5°F per minute to at least 150°F before removing from the oven.
| Target Temperature |
Hold For |
| 310°F (154°C) |
1-2 Hours |
| 290°F (143°C) |
2-4 Hours |
| 270°F (132°C) |
4-6 Hours |
 Photo credit IStock Photo.
Photo credit IStock Photo.
Let the part cool to room temperature, remove the vacuum bagging materials, and release the part from the mold. Your part should be fully cured and can be put into immediate service.
There are several considerations when determining the amount of time and heat to use. First, if you are not in a hurry, plan to go low on temperature and long on time. You can leave the part in the heat up to 24 hours without any risk of damage to the part. You cannot "overcook" your prepreg. You can, however, "undercook" it.
Second, when determining your temperature and cure cycle, consider the mass and conductivity of your mold. If it is thin metal (low mass and conductive), it will heat up quickly and not interfere with the curing cycle. If it is thick fiberglass (high mass and not conductive), it will take a while to heat up and you will want to be on the conservative side of time and temperature.
Third, you also must consider the quality of your mold and the temperature constraints of the mold material. If your mold is thin and constructed out of typical polyester/fiberglass materials, it has a possibility of distorting when subjected to any heat. If your mold is the recommended thickness of no less than five times the part thickness, and is properly constructed out of fiberglass and polyester resin, it should not distort or have problems at 270°F. However, this is the higher range for this type of material.
Are Prepregs Safe?
Fibre Glast prepregs are environmentally friendly as they are solvent and MDS free. However, safety precautions are still necessary for handling, including eye and skin protection as well as excellent ventilation.

